

Hindera MillTec | Lutherstr. 8| 63688 Gedern|

Mehr als Fertigung
Software




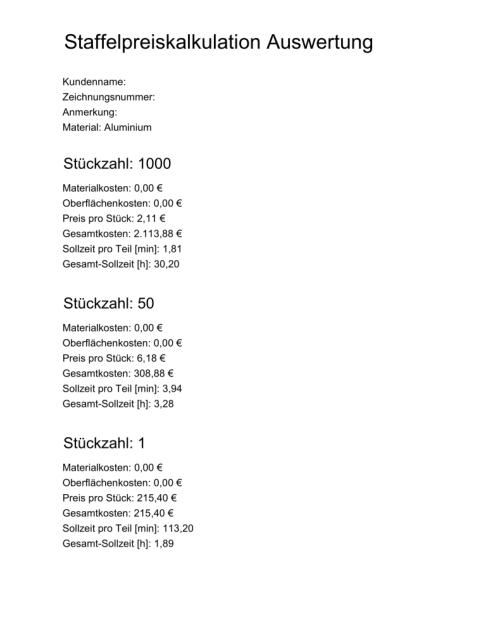
Staffelpreis Kalkulator für CNC Fertigungsteile
Für alle die täglich Fräsbauteile kalkulieren müsse, haben wir ein Staffelpreis Kalkulator für CNC Fräsbauteile entwickelt. Das Programm hilft alle relevanten Daten zu erfassen, die für eine Staffel Kalkulation nötig sind. Das Programm befindet sich in der Entwicklung und wird derzeit in der Beta Version zum Download angeboten. Das besondere es ist und bleibt kostenlos! Informieren Sie sich über weitere Möglichkeiten der Kalkulation. Helfen Sie uns das Programm weiter zu entwickeln und senden Sie uns ein Feedback über das Kontaktformular zu.
Wichtig! In der aktuellen Version
wird unter Umständen eine Warnung beim starten
ausgegeben. Das liegt daran dass das Programm
nicht von Microsoft lizenziert ist.
Diese Warnung kann ignoriert werden.

Merkmale der Software
• Materialkosten kalkulieren • Versandkosten berücksichtigen • Rüstkosten für Werkzeug und Spannmittel • Bearbeitungszeit • Stückzahl • Faktoren für erste und weitere Werkstücke • Programmierung und Zeiten zum ausrichten • Stundensatz • OberflächenbehandlungCNC Editor für Mastercam Standard Postprozessor
Sie nutzen Mastercam in Verbindung mit HAAS Maschinen und nutzen den Standard Postprozessor für DIN Steuerungen? Dann ist unserer CNC Editor für Sie interessant. Der Standard Postprozessor kann die wichtige Bohrfunktion G73 nicht korrekt ansprechen. Der wichtige Parameter K wird nicht gesetzt. G73 in Verbindung mit dem Parameter K ermöglicht allerdings sicheres und schnelles Bohren. Unser CNC Editor erkennt in Ihrem Programm automatisch alle G73 Sätze und ermöglicht den K wert nachträglich zu ändern ohne sich mühsam durch das Programm zu suchen. Zudem gibt es die Möglichkeit die innere Kühlmittelzufuhr M88 nachträglich zu aktivieren. Außerdem steht eine Datenbank zur Verfügung, in der Standard K Parameter für Werkzeuge hinterlegt werden können. Da es bei einigen HAAS Steuerungen zu Fehlermeldungen kommt wenn der Satz A0. im Programm steht, wird im gesamten Programm das A0. gelöscht.


Programm zum automatischen anpassen des Werkzeugradius an
Passungen (HAAS Steuerung)
Dieses Programm setzt eine HAAS Steuerung in Verbindung mit dem Renishaw Messtastsystem voraus. Das Programm ist in der Lage einen Werkzeugradius automatisch so einzustellen, dass im wiederholten Schnitt der Durchmesser einer gefrästen Bohrung genau in der Mitte Toleranz liegt ohne die Bohrung messen zu müssen. Zudem erstellt die Steuerung ein Messprotokoll. Vor der Nutzung stellen Sie folgende Einstellungen in Ihrer Steuerung ein. - Parameter 261 auf DAT - - Parameter 262 wählen sie hier den Speicherort für das Protokoll Ablauf Erklärung: Fräsen Sie eine Bohrung z.b. 30H7 zunächst mit Aufmass (bevorzugt mit Leerschnitt). Richten Sie dann das Programm ein indem Sie die Variablen im Programm anpassen. Starten sie das Programm. Prüfen Sie ob die Steuerung nach Ablauf den Radius des Werkzeugs angepasst hat. Fräsen sie die Passung erneut mit dem gleichen Programm aber mit dem veränderten Radius. Alternativ: Bohrung nochmal messen. Lassen sie das Programm zum vermessen nochmal laufen setzen Sie den Parameter #10060 jedoch auf „0“ damit der Radius nicht erneut geändert wird. Prüfen Sie das Messprotokoll. Das gefräste Maß sollte nun in der Mitte der Toleranz liegen. Beachten Sie bitte, dass es Faktoren wie z.B. Schnittkräfte gibt die das Programm nicht berücksichtigen kann. Daher übernehmen wir keine Haftung für die Funktion des Programms.














